

金属溶接技術
- HOME
- 金属溶接技術
鉄,SUS,アルミ,特殊鋼と幅広く対応します!


東開製作所の金属溶接技術
金属の溶接は加工する製品の特性や材料、板厚によって様々な種類があります。
仕上がりの見た目を重視した溶接、強度を重視した溶接、コストを抑えるための溶接と、施工方法は様々です。
東開製作所では、重視する内容に応じた溶接方法を判断し、施工に取り組んでいます。
アーク溶接
アーク溶接は、空気中に電流が流れるアーク放電と呼ばれる現象を利用して金属同士をつなぎ合わせる溶接方法です。
アーク放電は電極棒と母材の間でガスが電離し、マイナス電子とプラスイオンに分解されて電流が流れる現象です。
主に鉄系の溶接に重宝され、小物類の溶接はもちろん、建築部材の溶接など、幅広く活用されています。
TIG溶接 (ティグ溶接)
TIG溶接とは、Tungsten Inert Gas の略で、不活性ガスを意味する溶接手法です。
電極棒には融点の高いタングステンを使用して、別の溶加材をアーク中で溶かし、溶接していきます。
TIG溶接はあらゆる金属の溶接に適用でき、ステンレスやアルミなど、幅広く使用されています。
施工時には、シールドガスを使用し、空気を遮断することにより、耐久性も上がり、見た目も美しくなります。
スポット溶接
スポット溶接は、ふたつの素材を点で接合する溶接方法です。
母材を電極棒で加圧しながら電流を流し、その接触面に発生する抵抗熱で金属が溶解凝固を起して溶融します。
スポット溶接は主に薄物の板金製品を溶接する際に用いられています。
また、一か所あたりの溶接時間が短いので、作業効率がよく、自動車の溶接にも利用されています。
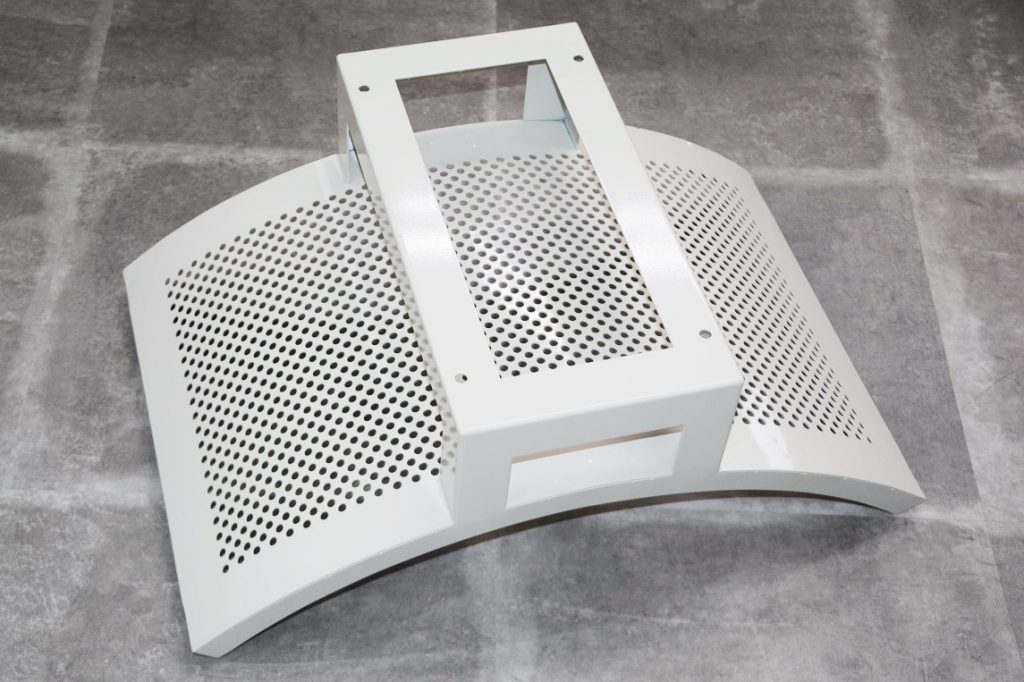
製作事例
|
板厚1.2mmのSPCCを 曲げ加工、溶接して製作 ※塗装処理済み |
 |
|
|---|---|---|
|
板厚2.0mmのSPCCを 曲げ加工、溶接 ※塗装処理済み |
 |
|
|
板厚2.3mmのSS400を 曲げ加工、溶接 ※処理無し |
 |
|